- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


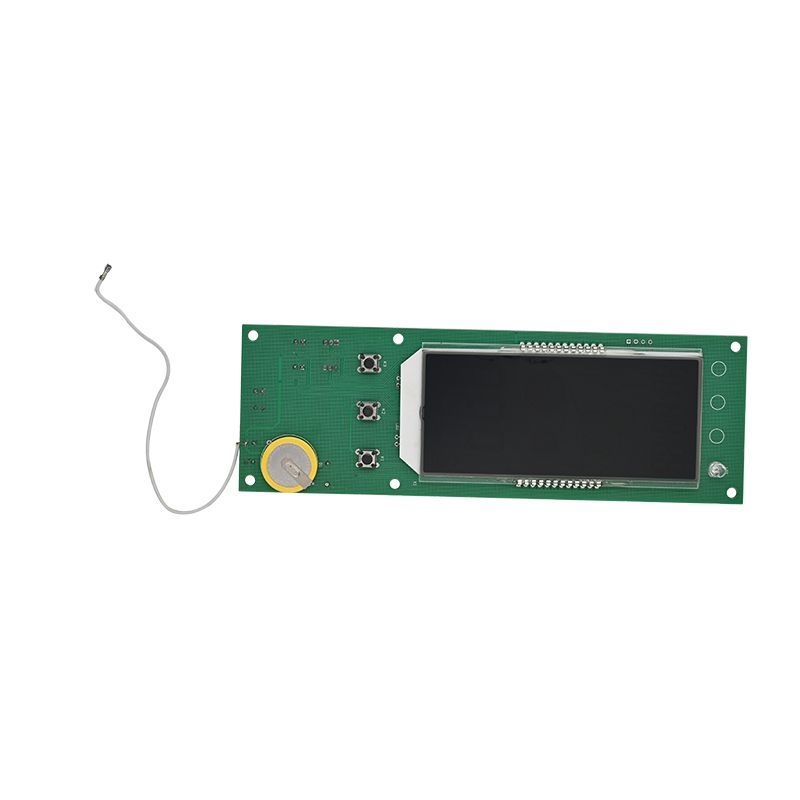
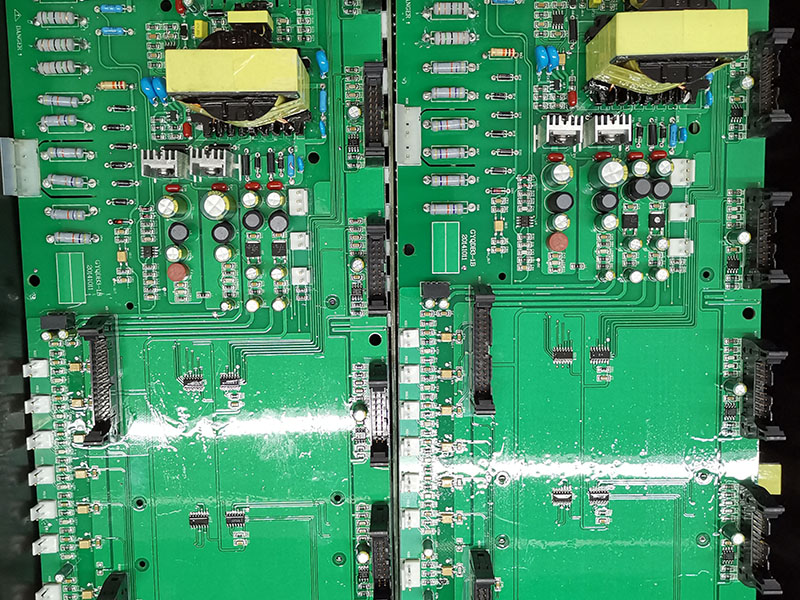
PCBA klimatizácie
Unixplore Electronics je čínska spoločnosť, ktorá sa od roku 2008 zameriava na vytváranie a výrobu prvotriednych PCBA klimatizácií. Máme certifikácie podľa noriem montáže PCB ISO9001:2015 a IPC-610E.
Model:UE-205
Odoslať dopyt
Popis produktu
Ako zlepšiť rýchlosť prvého prechodu procesu spájkovania SMT pre PCBA klimatizácie
Unixplore Electronics sa zaviazala k vývoju a výrobe vysoko kvalitnýchPCBA klimatizácie vo forme typu OEM a ODM od roku 2011.
Ak chcete zlepšiť rýchlosť prvého prechodu spájkovania SMT pre PCBA klimatizácie, t. j. zlepšiť kvalitu a výťažnosť spájkovania, zvážte nasledujúce:
Optimalizácia parametrov procesu:Nastavte vhodné parametre procesu pre zariadenia SMT, vrátane teploty, rýchlosti a tlaku, aby ste zabezpečili stabilný a spoľahlivý proces spájkovania a zabránili chybám spájkovania spôsobeným teplom alebo rýchlosťou.
Skontrolujte stav zariadenia:Pravidelne kontrolujte a udržiavajte zariadenia SMT, aby ste zabezpečili normálnu a stabilnú prevádzku. Okamžite vymeňte starnúce komponenty, aby ste zabezpečili normálnu prevádzku zariadenia.
Optimalizácia umiestnenia komponentov:Pri navrhovaní procesu montáže SMT racionálne umiestňujte komponenty, berúc do úvahy rozstup a orientáciu medzi komponentmi, aby ste znížili rušenie a chyby počas procesu spájkovania PCBA klimatizácie.
Presné umiestnenie komponentov:Zabezpečte presné umiestnenie súčiastok a ich polohu pomocou vhodného množstva spájkovacej pasty a zariadenia SMT na presné spájkovanie.
Posilnite školenie zamestnancov:Poskytnite operátorom odborné školenie na zlepšenie ich techník spájkovania SMT a prevádzkových zručností, čím sa znížia prevádzkové chyby a problémy s kvalitou spájkovania.
Prísna kontrola kvality:Zavádzajte prísne normy a procesy kontroly kvality, komplexne monitorujte a kontrolujte kvalitu spájkovania a promptne identifikujte, upravujte a opravujte problémy.
Neustále zlepšovanie:Pravidelne analyzujte problémy s kvalitou a príčiny porúch počas procesu zvárania, implementujte neustále zlepšovanie, optimalizujte procesy a postupy a zvyšujte výťažnosť spájkovania a kvalitu produktu.
Pri navrhovaní procesu montáže SMT racionálne umiestňujte komponenty, berúc do úvahy rozstup a orientáciu medzi komponentmi, aby ste znížili rušenie a chyby počas procesu spájkovania PCBA klimatizácie.
Výroba PCBA klimatizácií
* Súbor Gerber a zoznam kusovníkov dodáva klient
* Vyrobené holé PCB, komponenty zakúpené nami
* Výroba PCB s plne zmontovanými časťami
* 100% funkčne otestované v poriadku pred odoslaním
* V súlade s RoHS, výrobný proces bez obsahu olova
* Rýchle dodanie, s nezávislým ESD balíkom
* Jednorazová elektronická výrobná služba pre návrh PCB, rozloženie PCB, výrobu PCB, obstarávanie komponentov, montáž PCB SMT a DIP, programovanie IC, test funkčnosti, balenie a dodanie
* Vyrobené holé PCB, komponenty zakúpené nami
* Výroba PCB s plne zmontovanými časťami
* 100% funkčne otestované v poriadku pred odoslaním
* V súlade s RoHS, výrobný proces bez obsahu olova
* Rýchle dodanie, s nezávislým ESD balíkom
* Jednorazová elektronická výrobná služba pre návrh PCB, rozloženie PCB, výrobu PCB, obstarávanie komponentov, montáž PCB SMT a DIP, programovanie IC, test funkčnosti, balenie a dodanie
Možnosť montáže PCB a PCB Unixplore
| Parameter | Schopnosť |
| Vrstvy | 1-40 vrstiev |
| Typ zostavy | Priechodný otvor (THT), povrchová montáž (SMT), zmiešaný (THT+SMT) |
| Minimálna veľkosť komponentu | 0201(01005 Metrika) |
| Maximálna veľkosť komponentov | 2,0 palca x 2,0 palca x 0,4 palca (50 mm x 50 mm x 10 mm) |
| Typy balíkov komponentov | BGA, FBGA, QFN, QFP, VQFN, SOIC, SOP, SSOP, TSSOP, PLCC, DIP, SIP atď. |
| Minimálna výška podložky | 0,5 mm (20 mil) pre QFP, QFN, 0,8 mm (32 mil) pre BGA |
| Minimálna šírka stopy | 0,10 mm (4 mil) |
| Minimálna vzdialenosť od stôp | 0,10 mm (4 mil) |
| Minimálna veľkosť vŕtačky | 0,15 mm (6 mil) |
| Maximálna veľkosť dosky | 18 palcov x 24 palcov (457 mm x 610 mm) |
| Hrúbka dosky | 0,0078 palca (0,2 mm) až 0,236 palca (6 mm) |
| Materiál dosky | CEM-3, FR-2, FR-4, High-Tg, HDI, Aluminium, High Frequency, FPC, Rigid-Flex, Rogers atď. |
| Povrchová úprava | OSP, HASL, Flash Gold, ENIG, Gold Finger atď. |
| Typ spájkovacej pasty | Olovnaté alebo bezolovnaté |
| Hrúbka medi | 0,5 OZ – 5 OZ |
| Proces montáže | Spájkovanie pretavením, spájkovanie vlnou, ručné spájkovanie |
| Inšpekčné metódy | Automatizovaná optická kontrola (AOI), röntgen, vizuálna kontrola |
| Interné testovacie metódy | Funkčný test, test sondy, test starnutia, test vysokej a nízkej teploty |
| Doba obratu | Odber vzoriek: 24 hodín až 7 dní, Hromadná prevádzka: 10 - 30 dní |
| Normy montáže PCB | ISO9001:2015; ROHS, UL 94V0, IPC-610E trieda ll |
Služba EMS s pridanou hodnotou Unixplore
● Služba predprogramovania IC so súborom vo formáteHEX,škriatokaBIN.
● Air Conditioner PCBA Funkčné testovacie zariadenie prispôsobené požiadavkám klienta
● Servis výroby škatúľ vrátane plastových a kovových foriem a výroby dielov
● Konformný náter vrátane selektívneho lakovania, zalievanie epoxidovou živicou
● Zostava káblového zväzku a káblov
● Zostava hotového výrobku vrátane krabice, obrazovky, membránového spínača, označovania a prispôsobeného kartónového alebo maloobchodného balenia.
● Na požiadanie sú k dispozícii rôzne testy tretích strán pre PCBA
● Pomoc pri certifikácii produktov
● Air Conditioner PCBA Funkčné testovacie zariadenie prispôsobené požiadavkám klienta
● Servis výroby škatúľ vrátane plastových a kovových foriem a výroby dielov
● Konformný náter vrátane selektívneho lakovania, zalievanie epoxidovou živicou
● Zostava káblového zväzku a káblov
● Zostava hotového výrobku vrátane krabice, obrazovky, membránového spínača, označovania a prispôsobeného kartónového alebo maloobchodného balenia.
● Na požiadanie sú k dispozícii rôzne testy tretích strán pre PCBA
● Pomoc pri certifikácii produktov
Postup výroby PCBA
-

1.Automatická tlač spájkovacej pasty
-
2.tlač spájkovacej pasty hotová
-

3.SMT výber a miesto
-
4.SMT výber a miesto hotovo
-
5.pripravené na spájkovanie pretavením
-
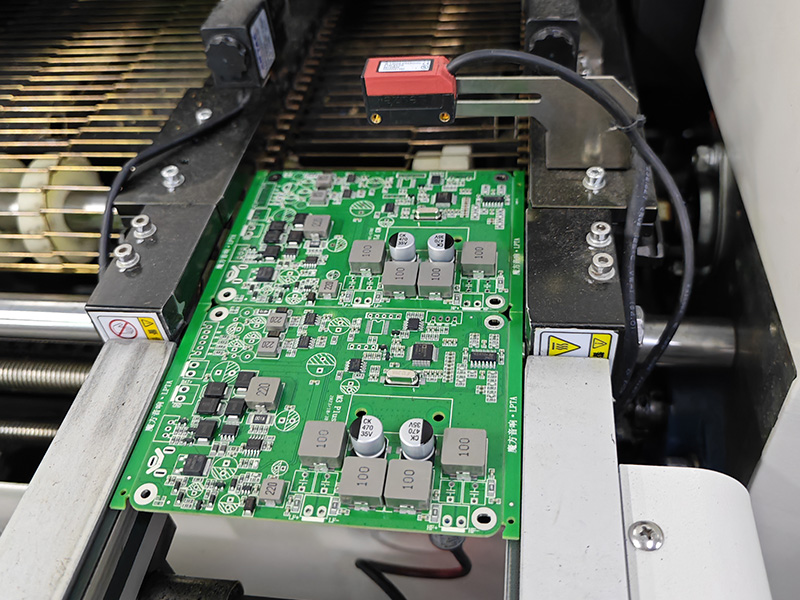
6.Proces kontroly AOI
-
7.pripravený na AOI
-

8.Proces kontroly AOI
-

9.Umiestnenie komponentov THT
-

10.proces spájkovania vlnou
-
11.Montáž THT hotová
-

12.Inšpekcia AOI pre montáž THT
-

13.IC programovanie
-
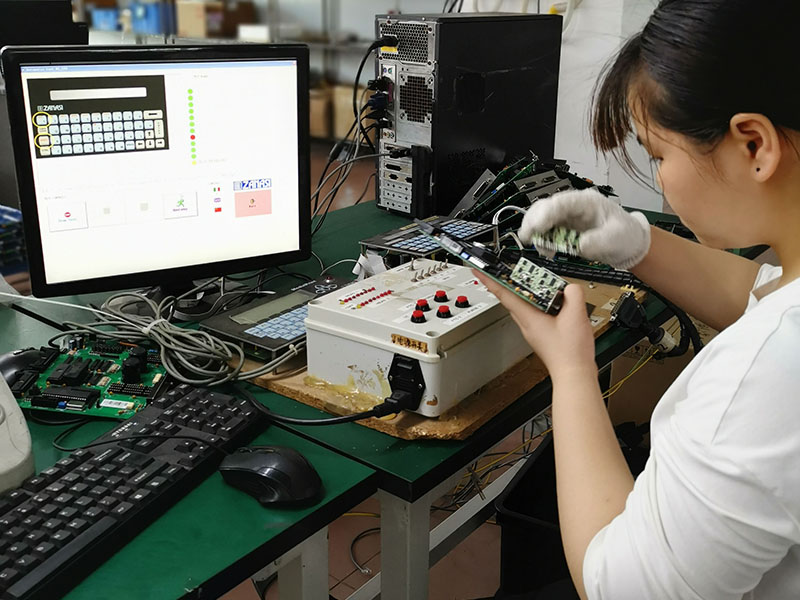
14.funkčný test
-
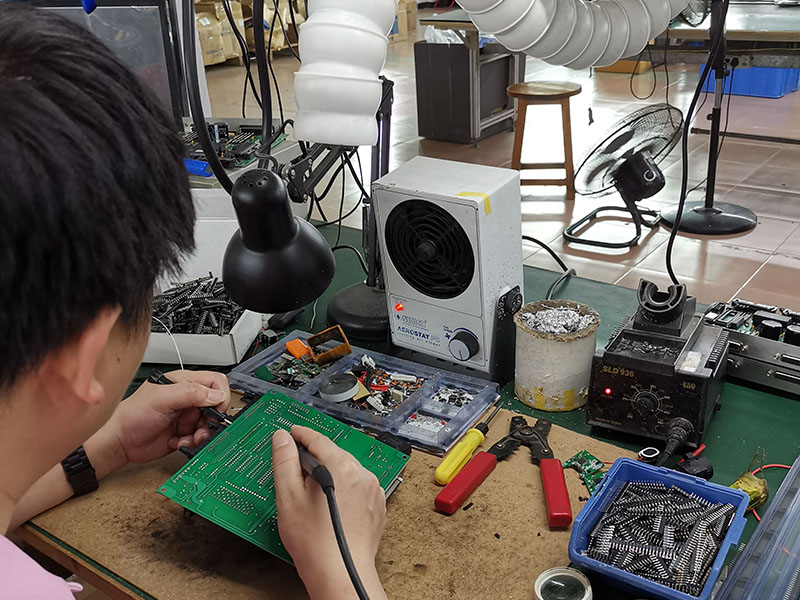
15.Kontrola a oprava QC
-
16.Proces konformného poťahovania PCBA
-

17.ESD balenie
-

18.Pripravené na odoslanie
Balenie
Pre PCBA
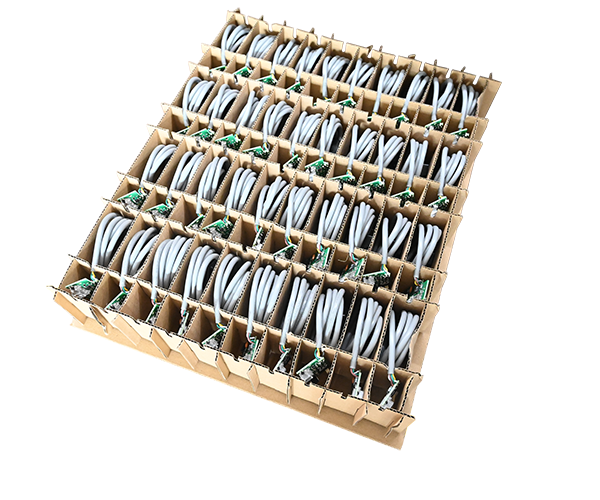

Pre hotový výrobok


Hot Tags: klimatizácia PCBA, Čína, Výrobcovia, Dodávatelia, Továreň, Prispôsobené, Lacné, Kvalitné, Pokročilé, CE, 1-ročná záruka, Cena
Súvisiaca kategória
PCBA domácich spotrebičov
Priemyselné riadenie PCBA
Automobilové PCBA
PCBA spotrebnej elektroniky
Zdravotnícke vybavenie PCBA
PCBA bezpečnostného systému
PCBA v zdravotníctve
LED osvetlenie PCBA
IoT PCBA
Elektrické záhradné náradie PCBA
Odoslať dopyt
Neváhajte a zadajte svoj dopyt vo formulári nižšie. Odpovieme vám do 24 hodín.